Este artículo es un extracto del undécimo capítulo del libro Tecnología de fabricación del cartón corrugado: En busca de la excelencia operativa de la corrugadora de Arturo Plaza (2022).
Desde hace mucho tiempo se humectan los mediums antes de entrar a los rodillos corrugadores para formar correctamente la flauta y también para preparar la superficie del papel para poder recibir adecuadamente al adhesivo y logre anclarse adecuadamente.
Ahora es también necesario humectar los liners para protegerlo del precalentamiento, ya que, si anteriormente se decía que habría que precalentar los liners a no más de 100° C, esta temperatura aplicada a liners ligeros y densos es excesiva. No hay forma de obtener un cartón plano, bien pegado y sin defectos por exceso de calor como las ampollas o el efecto lavadero, si no se regulan las temperaturas a menos de 80° C.
Humedad de la fibra de celulosa.
El potencial de resistencia del papel depende de la longitud de la fibra. Las fibras van acortándose durante la fabricación de papel y en sus ciclos de reciclaje sucesivos.


Papel con fibra virgen (izquierda) y Papel reciclado (derecha).
A medida que la longitud de la fibra disminuye, la densidad del papel aumenta y, por lo tanto, aumenta la conductividad del calor.

Cuanta mayor densidad de papel y/o menor espesor, el papel se calentará más rápido y a mayor temperatura. Esto significa que la humedad final cambiara. Por el mecanismo de histéresis, la humedad final de cada papel es diferente si se ha fabricado el cartón húmedo o seco.

La fibra virgen contiene humedad externa e interna; la humedad interna requiere mayor energía calorífica para ser evaporada, el exterior se puede rehidratar, pero el interior no. Por lo tanto, cuando se aplica demasiado calor a un papel con fibra reciclada, que casi no contiene humedad en su interior, es muy fácil evaporar la humedad exterior y fácilmente ocurre un efecto de hornificación, en el que se secan las fibras y se vuelven quebradizas, poco flexibles y el daño es irreversible.
El encogimiento de la fibra es irreversible cuando pasa de la posición B a C. Siempre pensando en una fibra virgen con humedad interna. Para la fibra reciclada, hay poca humedad interna, para cuando alcanza la posición C, con muy poca energía llega al estado esquematizado por D y se crea el daño irreversible.
El sobre secado de la fibra hace que se haga rígida y quebradiza. Cada ciclo de vida de la fibra celulósica la hace más sensible al calor y peor aún, las fibras sobre secadas no pueden reabsorber ya la humedad, no se hinchan más…eso quiere decir que esas fibras encogidas se rompen durante el reciclaje dando fibras más cortas.
Estructura del papel, Porosidad y Capilaridad.
En una versión muy simplificada de lo que es el papel, podemos decir que consiste de una matriz de fibras entrecruzadas entre sí con una cierta cantidad de humedad. El papel contiene entre 30 a 50% de aire contenido en esa matriz de fibras unidas y alineadas predominantemente en dirección de máquina (MD).


Capilaridad del papel.
El papel tiene una superficie irregular, muy variable algunas veces, pero tenemos que trabajar y vivir con él. El papel puede variar en conceptos como el espesor, la rugosidad o la orientación de fibras que afectara al resultado final en cuanto a propiedades físicas. Todas las mejoras en la industria papelera van a ir reduciendo estas variables, pero las diferencias permanecerán entre proveedores.
Al secar el papel se cierran los poros y se pierde mucha superficie de encolado, cuando se rehidrata, se recuperan algunos poros y bastante de la zona de pegado. La porosidad está claramente relacionada con la penetración, hasta cierto punto, del adhesivo en el papel.
Las fibras se hinchan en presencia de agua, la presión capilar es mayor cuando se cierra la distancia entre fibras y esta cambia con la humedad. El anclaje o la unión del adhesivo es mayor y hay más desgarre de fibra.
Contenido de humedad en el papel e higroexpansividad
El papel contiene humedad, en forma de vapor en los poros más grandes y en forma líquida en los capilares de su estructura. Así mismo, el agua presente en un papel húmedo, se divide en agua libre y agua ligada. El agua libre esta entre las fibras y como ya dijimos, en los macro poros. Por el contrario, el agua ligada esta en los micro poros y en la región alrededor de la pared de la fibra.
El papel es un producto natural que transpira y consecuentemente pierde humedad dependiendo de las condiciones atmosféricas. Por lo tanto, un papel de 170 gr/m2 que contiene 7% de humedad, contiene 11.9 gr/m2 de agua. Cuanta menos agua haya, menos energía se consumirá para calentarla.
Otro efecto muy importante ocurre cuando se humecta y se seca el papel en varios ciclos repetidos a lo largo de la corrugadora: El papel tiene una propiedad de higroexpansividad, es decir, se hincha en cuanto se humedece y se encoge en cuanto se seca. La higroexpansividad (β) es una acumulación de expansión o encogimiento de las fibras cuando absorben o entregan humedad.
β = Cambio dimensional % / Cambio de humedad %
Cuando se tienen diferencias de humedad, aplicación de calor y aplicación de adhesivo en los liners del cartón, entonces ocurren deformaciones que ocasionan el combado o abarquillado en sus diferentes formas y grados.
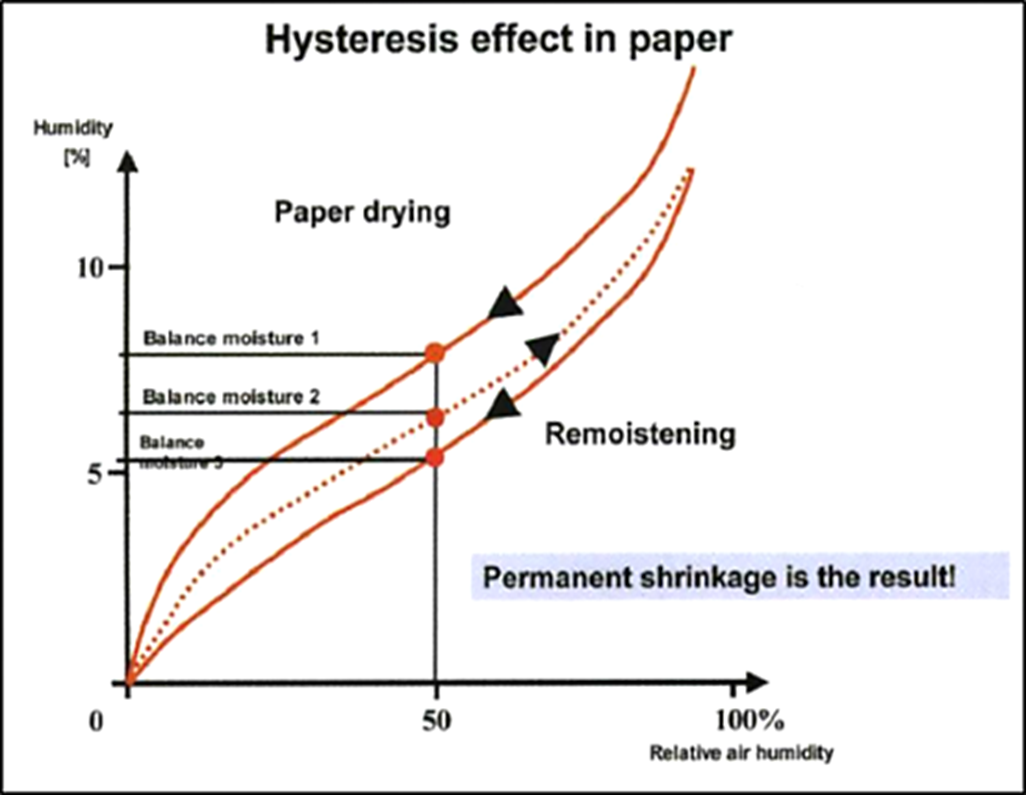
El papel cuando se humecta crece y cuando se seca se encoge, pero nunca regresa a su tamaño original y además nunca deja de ocurrir este efecto, se repite cuantas veces sea realizado el ciclo de humectación y secado. Este efecto se llama Histéresis del papel.
Un cambio de humedad de 1% en el papel provoca cambios dimensionales en las tres dimensiones del papel, a lo largo, a lo ancho y en su espesor. El coeficiente de higroexpansividad del papel es de hasta 1.3 mm a lo ancho, hasta 0.4 mm a lo largo y el más grave de los tres es el crecimiento en el eje z del papel, es decir, el crecimiento de hasta 0.1 mm en su espesor.

La imagen muestra el daño sufrido por un papel humectado por 30 minutos y secado a temperatura ambiente. Observamos el crecimiento del espesor del papel y el daño permanente al verse separadas sus fibras y perder su densidad original.
Humectabilidad del papel

En el corrugado hay algunos factores muy importantes que conviene no olvidar.
Temperatura
Características hidrofóbicas
Estructura de poros y tensión superficial del papel.
El papel es más fácil de mojar a medida que la calidad del papel disminuye. Pero, en cualquier caso, la humedad del papel influye en el tiempo de penetración del líquido, independientemente del papel y de los parámetros de la máquina. Pero, también sigue una regla: la humectabilidad disminuye con la humedad. Un papel seco es más difícil de mojar que cuando está húmedo.
La siguiente imagen muestra como un papel más ligero (línea negra), pierde mucha más humedad que un papel pesado (línea roja), aplicando la misma temperatura e igual % de envolvimiento. Partiendo inicialmente de una humedad del 7% y corriendo a la misma velocidad 225 mts/min.

Humedad y temperatura vs abrazamiento de precalentador para liners pesados y ligeros
Para correr papeles ligeros se recomienda utilizar la posición de cero abrazamiento en los precalentadores y la zona cero en la mesa caliente. Aún así, es muy importante aplicar humedad para proteger a las fibras del papel.
El agua en el cartón corrugado
Necesitamos agua, al menos para dos propósitos: Gelatinización del almidón y Mantener un contenido de humedad apropiado para conservar las propiedades del cartón corrugado.
Pero en la corrugadora hay un antagonista del agua: la energía.
Atención con el contenido de humedad del papel, se requiere menos energía para calentar un menor volumen de agua, pero también se requiere menos energía para sacar la humedad exterior de las fibras que la interior y, además, no las queremos dañar.
Como dijimos anteriormente, el calor lo usamos fundamentalmente para:

Alcanzar la temperatura de gelatinización necesaria para el pegado de los papeles.
Eliminar la humedad residual del papel.
El almidón necesita agua para poder gelatinizar, se calcula que la relación almidón/agua para una correcta gelatinización es de 1:2.25, es decir, 2.25 gr. de agua por cada gramo de almidón.
La humedad y la temperatura del papel tienen un gran impacto en la humectabilidad. El papel que contiene algo de humedad residual absorbe y entra en contacto con el adhesivo mucho mejor que en el papel seco. Cuanto mejor sea la humectabilidad, mejor será la calidad del pegado del adhesivo, lo que permite que la corrugadora funcione con mayor eficiencia y mayor velocidad.

La prueba de gota muestra la influencia perjudicial del secado en el anclaje del adhesivo. Cuanto más seco esté el cartón, menos adhesivo podrá anclar. El uso adicional de adhesivo no compensa este efecto; por el contrario, aumenta la cantidad de agua y por tanto la energía necesaria para la gelatinización. ¡Recuerde que el papel seco contiene menos energía!

Representación gráfica de la influencia de la temperatura y la humedad del papel en la humectabilidad y la absorción del adhesivo.
La humectabilidad del papel (wettability), se define como la afinidad relativa que tiene un líquido por la superficie de un sólido o sustrato. La facilidad con la que un líquido fluirá sobre la superficie mayor será su humectabilidad. Mas científicamente, podemos definirla como la tensión interfacial que hay entre un líquido y el sustrato solido teniendo un ángulo de contacto de 0° (cero grados).

Débil mojado y pobre adhesividad. Tensión aprox. 35 N/mm
Tensión superficial < 30 N/mm. Muy pobre humectación superficial. Muy difícil de pegar por esta razón.
Muy buen mojado y buena adhesividad, cuando la tensión es mayor a 45 N/mm.
Superficie con poca humectabilidad (Superior). Débil humectabilidad (Media). Muy buena humectabilidad, debido a la baja tensión superficial (Inferior).
La humectabilidad (wettability) puede ser medida mediante el ángulo de la gota del líquido que forma en contacto con el sustrato, esto debido al balance entre la energía superficial e interfacial. Un menor ángulo de contacto tendrá una mayor habilidad de mojar la superficie. Una humectabilidad completa tendrá un ángulo de 0° y la no humectabilidad ocurre a 180°.
El concepto de humectabilidad es muy importante para el tema del pegado a alta velocidad de la corrugadora. Si el papel tiene un alto COBB y el adhesivo tiene alta viscosidad, el adhesivo tendrá un ángulo de gota mayor a 90° y, por lo tanto, tendremos una baja energía superficial y pocos puntos de enlace, junto con una baja tensión superficial. Entre más área de contacto haya, mayores enlaces iónicos tendrán el adhesivo con el papel.

El líquido se esparce sobre el material
Gota redonda sobre el material
Una superficie de baja energía tiene pocos puntos de unión y una baja tensión superficial. no es capaz de sacar el agua de su forma. Cuantos más puntos de unión haya, más energía tendrá la superficie y, como resultado, la gota de agua tendrá una forma menos redonda. En cambio, en una superficie de alta energía: el líquido se esparce en una mayor área del material.
Energía superficial del papel
Cuanto más caliente está el papel, más energía transporta. Esto se aplica en particular si el papel no pierde humedad durante el calentamiento. Si el papel pierde humedad durante el calentamiento, lleva menos energía térmica.

